On the Way Towards Zero-Defect Production
Robotturn's Intelligent approach to zero-defect manufacturing
When it comes to CNC machining manufacturing, fractions of a mm can make the difference between a successful product and losing a customer. There are several ways to promote quality control (QC) in CNC production.
Based on our production experience in the very big European automotive subcontractors, we have developped a simple and efficient system to gain control on our quality output.
Supported by the robot and the quality logical program in the machine, the operator of our Robotturn-II turning cell can get a "near to ZERO DEFECT" output.
With the simple and efficient "HMRI" (Human-Machine-Robot-Interface),it is easy to maintain a stable and constant output of quality parts, even without the machine operator to be continiously on the spot!
Zero defective rates on CNC precise machining.

Quality is a key factor in any industries, no exception in CNC machining. In order to meet the requirements of customer’s specification and avoid any quality problem when products arrive at customer’s side, you need to use many different kind of measuring devices and tools to check them in your cnc turning process.
Our integrated "HMRI" (Human Machine Robot Interface) takes over the control of this repetitive key point and will use the skills of every good operator to let him strictly control your products following the defined protocols.

Quality control in manufacturing can be defined as the oversight of the different aspects of the manufacturing process. The main goal of implementing quality control in manufacturing is ensuring that products produced conform to the company’s, industry’s as well as consumer expectation every time.
Having a system for quality control monitors everything including the parts being produced as well as the employees that are producing the parts.
It is not only the customer that benefits from quality control by receiving products of high quality, but also the manufacturer since it reduces costs and increases efficiency.
To effectively implement quality control programs into a robotized CNC Lathe, you have to approach with caution. Imperfect implementation can be costly to the company.
-
Effective implementation starts by defining the quality standard of each product.
-
Then define the number of products to be tested before proceeding to employee training.
-
Finally, there should be a communication system to report defects or potential issues in cnc manufacturing.
How to prevents defective turning parts?
Optional solutions for perfect zero lost parts production
Solution 1: Clamping control of workpiece in the chuck (opt)
Prevent defective products by detecting CNC lathe processing point misalignment.

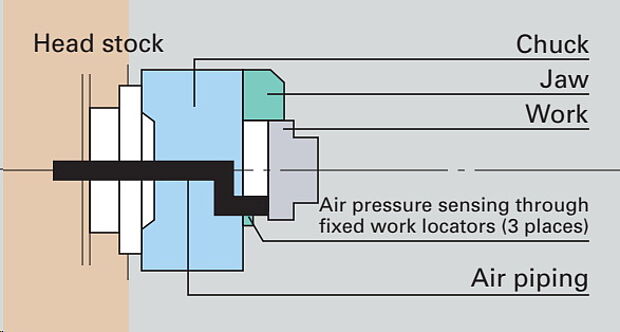
Detecting the machining origin of parts in a CNC lathe: active check if parts are correctly clamped in the chuck.
10µm gap caused by cutting chips can be detected reliably.
Work clamp checking/workpiece corrrect clamp control
This function confirms positive chucking of first operation by sensing the gap between part and chuck : 10µm gap caused by cutting chips can be detected reliably.
Automatic workpiece load re-try function by gantry Robot
If proper work location is not achieved, an automatic retry sequence will occur as follows: Workpiece unload, rotating chuck blow-off and part reload. If attempts at automatic reload fail within parametric set number of retries the workpiece is deposited in "No Good" chute and the cycle is continued with a new workpiece.
Solution 2: Detect dimensional errors of parts before processing, reducing the full inspection process.
Prevent defective products by detecting work-piece length before processing. Not all work-pieces to process are equal in length

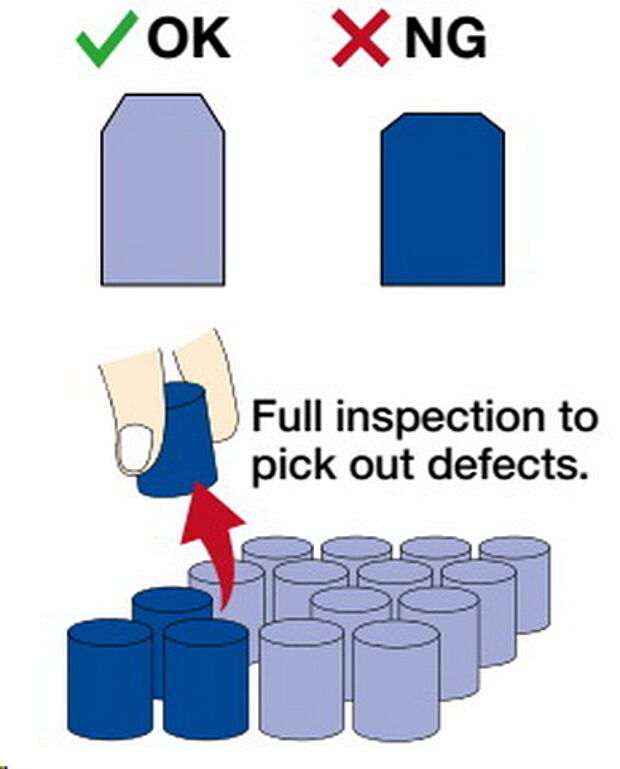
Prevents workpiece to be made from parts with dimensional errors.
Detects the correct length of parts before machining and eliminates
the time consuming parts inspection afterwards
Prevents dimensional errors by detecting the parts length before machinig and outputting a NoGood signal to CNC machine controller. The integrated Gantry Robot will drop the part in "No Good" chute before processing.
This saves processing time and increase tool life. This results also in drastically reducing man-hours by eliminating the inspection process afterwards.
The time consuming full parts inspection after machining can be eliminated by preventing defective products caused by defective raw material lengths.

Solution 3: Active dimensional soft quality control.
Prevent defective products by detecting tool wear
Soft quality check counter with Quality check chute
Finished workpieces every preset numbers are periodically discharged to outside machine in the quality chute. If the operator is not checking this parts in time the production will stop as the machine can not guarantee perfect parts. This prevents producing scrap parts. Operators can get warning by Sound or light signal or by SMS or message. This prevent you from making wrong parts
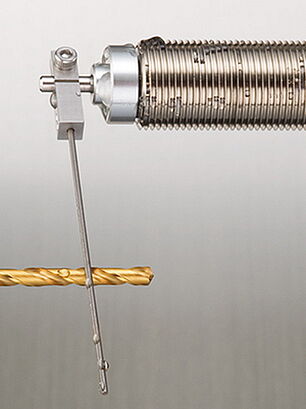
Solution 4: Active detection of small tools breakage by the use of drill bit breakage detection sensors: detects breakage by contacting of a small drill, tap, reamer or other tools.
Prevent defective products by detecting broken tools, specific small diameter drills and taps
Drill Bit Breakage Detection Sensor: Detect breakage of drill bit / tap / reamer and forestall faults in machined products caused by tool’s damage.
Maintenance cost caused by breakdowns will be considerably cut.
Use of Air drive type!
Motor-free structure of sensor demonstrates the outstanding durability even under harsh working conditions where cutting chips and coolant splatter. Resistant to coolant because there is no control motor.